其实在机械加工中,选择用什么刀具主要根据将要加工材料和加工性质来决定。这样提升的不仅仅是加工效率和加工质量,还有刀具的寿命。

高硬度的工件材料要用更高硬度的刀具来加工,所以刀具材料的硬度必须高于工件材料的硬度。
刀具材料的硬度越高,其耐磨性就越好。如,硬质合金中含钻量增多时,其强度和初性增加,硬度降低适合于粗加工:含钻量减少时,其硬度及耐磨性增加,适合于加工具有优良高温力学性能的刀具,尤其适合于高速切削加工。
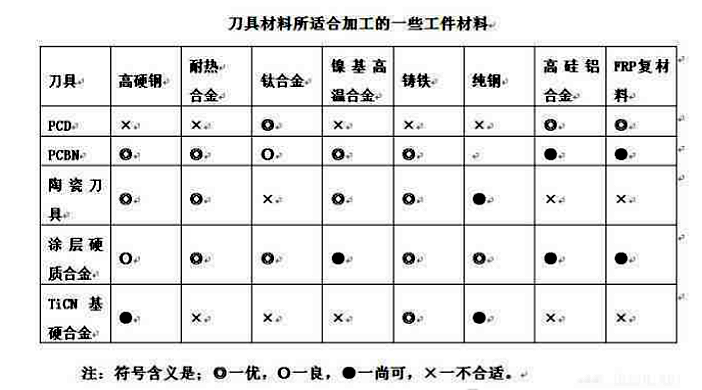
一般而言PCBN、陶瓷刀具、涂层硬质合金及TCN基硬质合金刀具适合于钢铁等金属的加工;而PCD刀具适合于对 AlMg, Cu等有色金属材料及其合金和非金属材料的加工。
具体来说,立方氮化硼适于用来精加工各种淬火钢、硬铸铁、高温合金、硬质合金、表面喷涂材料等难切削材料。金刚石刀具适合加工各种耐磨非金属,如玻璃钢粉末冶金毛坯,陶瓷材料等;各种耐磨有色金属,如各种硅铝合金;各种有色金属光整加工。陶瓷刀具适用于切削加工各种铸铁(灰铸铁、球墨铸铁、可锻铸铁、冷硬铸铁、高合金耐磨铸铁)和钢材(碳素结构钢、合金结构钢、高强度钢、高锰钢、淬火钢等),也可用来切削铜合金、石墨、工程塑料和复合材料。涂层刀具满足高速切削加工各种钢和铸铁、耐热合金和有色金属等材料的需要。硬质合金主要用于加工铸铁、有色金属和非金属材料。
为方便大家更好的明白,整理了下表。
不过除了选刀,还有加工方式是也是非常重要的,尤其是一些非常规的切削方法,对于一些难加工的材料,是非常重要的。我们来看看五类切削方法。
加热切削法一种是导电加热切削,使切削区产生热量,使其硬度、强度降低,从而改善了切削条件。
低温切削法,用液氮(-180 ℃)或液体CO2(-76 ℃)为切削液,可降低切削区温度,使用该方法主切削力可降低20%,切削温度可降低300 ℃以上
豪克能加工,豪克能是一种能量的加工方式,利用激活能和冲击能的复合能量对金属零件进行加工,一次加工即可使零件表面达到镜面并实现改性的创新性能量加工技术。
超高速切削法,在常规切削下,提高切削速度将使刀具耐用度降低。这种切削方法常受到设备条件限制而不能推广,能否在难加工材料切削中发挥作用,尚有待探讨。
特种加工方法,如电火花加工、电解加工、超声加工、激光加工、电子束加工、离子束加工等被称为特种加工方法。